

? 原材料
鋼絲一般采用特定的碳鋼制作而成。碳含量為0.4 ~ 1%,錳含量為0.3 ~ 1%,硅含量為0.1 ~ 0.3%,磷和硫含量均在0.45% 以下。
? 鋼絲表面
鋼絲鍍鋅工藝是將鋼絲通過液態鋅池,使之表面被鋅層覆蓋。如果經鋅洗之后不進行拉拔,該鋼絲為‘最終鍍鋅’,如果鍍鋅之后鋼絲橫截面還會減小,該鋼絲為“拉拔鍍鋅”。光面鋼絲,無鍍層,以大寫字母“U”表示;鍍鋅的鋼絲則根據鍍鋅重量分為“A”級和“B”級。
? 制作工藝
將原材料通過冷拉拔工藝將直徑6-9mm 盤條加工成我們要求的強度、直徑或形狀。
? 鋼絲形狀
鋼絲有不同的形狀。圓形鋼絲是指鋼絲的橫截面是圓形的。如果鋼絲橫截面不是圓形,則稱之為異形鋼絲。包括橢圓形鋼絲,扁平鋼絲,Z 形鋼絲以及S 型鋼絲,H 型鋼絲,梯形或楔形鋼絲,以及三角形鋼絲。異形鋼絲的生產工藝是拉制或軋制。
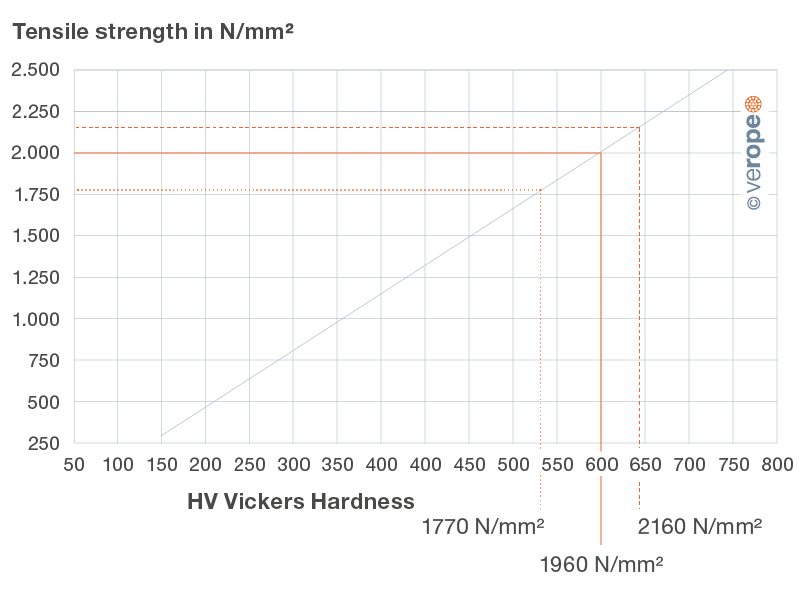
? 鋼絲抗拉強度
鋼絲的抗拉強度是指在不拉斷鋼絲的情況下,鋼絲軸向所能承受的最大拉伸力,除以鋼絲的橫截面積。鋼絲的公稱抗拉強度是理論值,鋼絲的實際抗拉強度不能低于公稱抗拉強度,只能大于其規定值。在現代鋼絲繩中,大多采用公稱抗拉強度為1770 N/mm2, 1960 N/mm2,以及2160 N/mm2 的鋼絲。
? 鋼絲強度
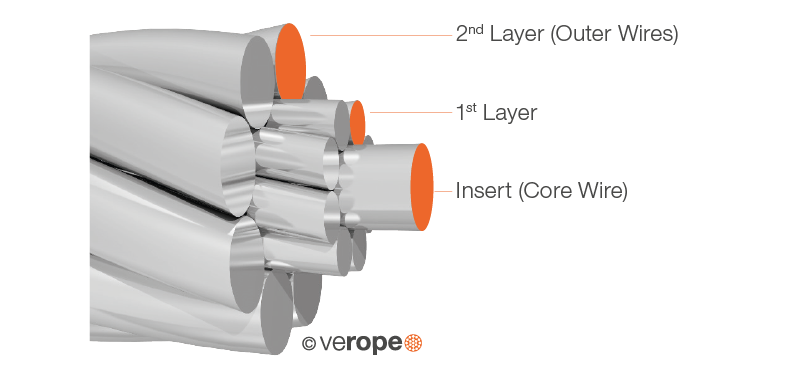
繩股由一層或多層鋼絲組成,其呈螺旋狀圍繞繩芯( 圖一)
? 繩股的捻距
繩股的捻距通常被理解為鋼絲圍繞股芯螺旋方向旋轉一周(360 度)后軸向相應兩點間的距離。通過改變捻距,相鄰鋼絲的接觸方式、彈性性能以及繩股的破斷拉力也會隨之變化。
? 繩股的捻向
繩股分為右旋和左旋。從持有者位置由近及遠,如果鋼絲逆時針旋轉,那么捻向為左旋(圖二)。如果鋼絲順時針旋轉,那么捻向為右旋(圖三)。通常用小寫的s 表示左旋,用小寫的z 表示右旋。


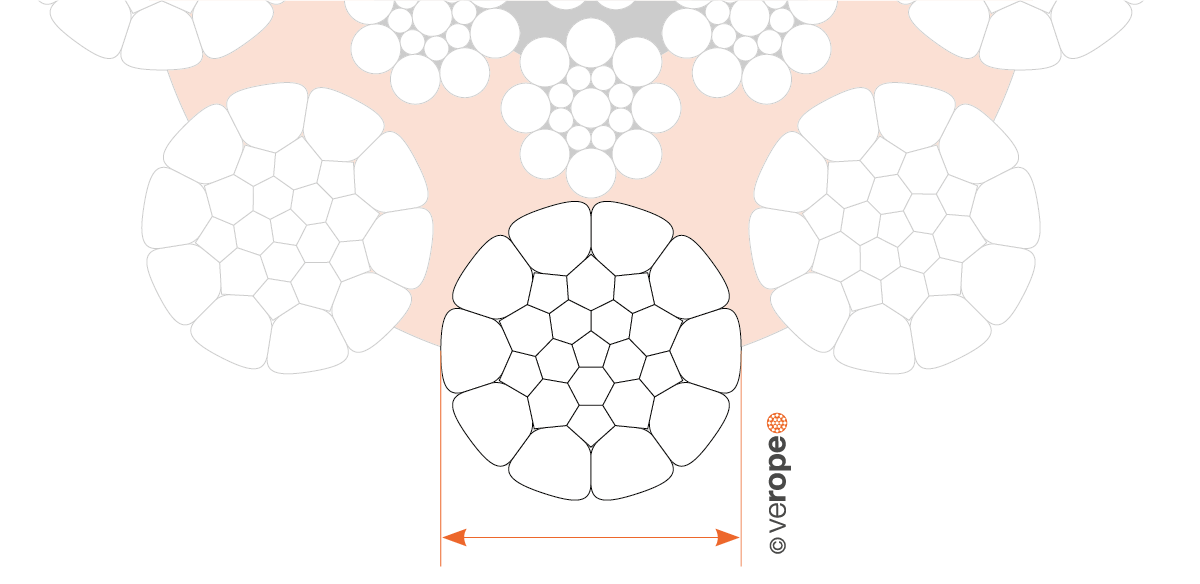
? 繩股直徑
鋼絲合股后,會形成一個緊湊的圓,其直徑最小值即為繩股直徑。通常使用精度為0.01mm的千分尺測量繩股直徑(圖四)。
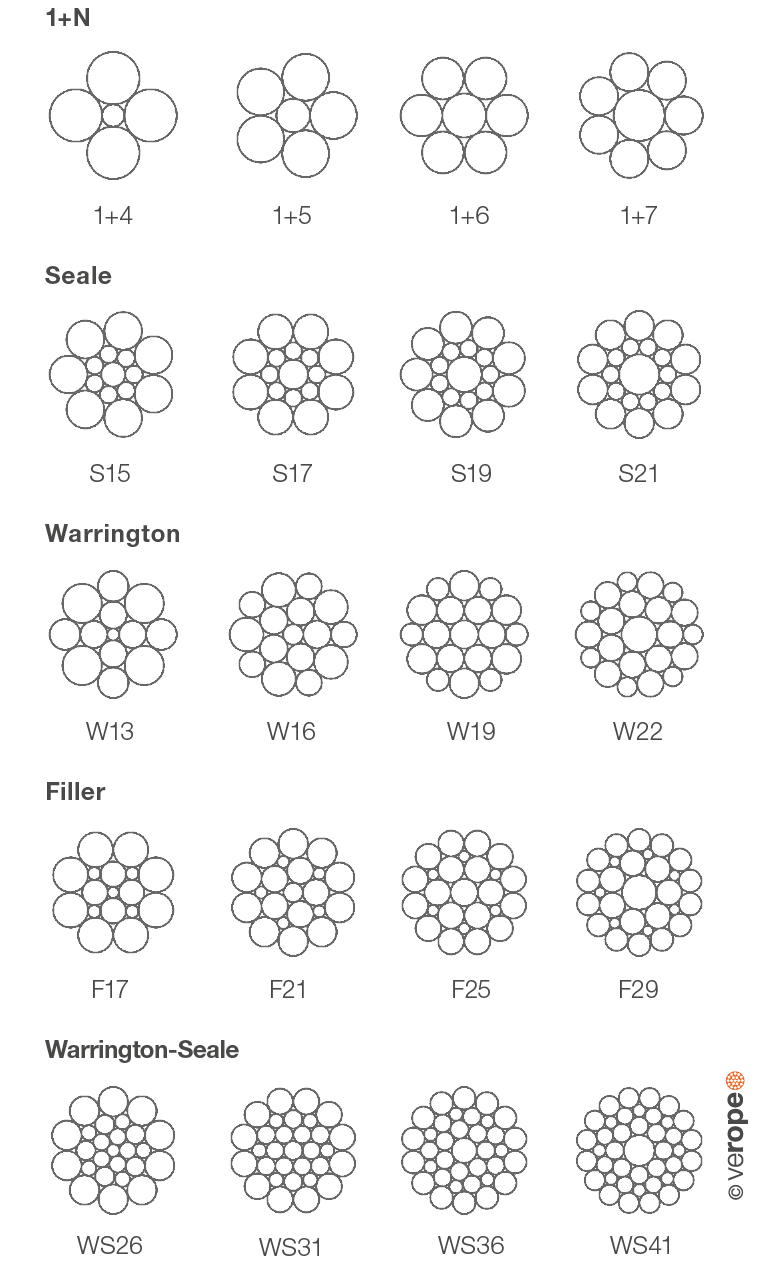
? 繩股設計
通過繩股的設計,我們可以了解鋼絲繩股的組成規則,鋼絲繩鋼絲根據這一規則進行對應排列。例如:西魯式繩股的結構設計為1-n-n,為兩層具有相同鋼絲數的平行捻股結構,其中n為鋼絲數量,n=3,4,5,6,7,8,9?根據EN12385-3,在設計時將這些數值通過連接符號‘-’連起來。因此,西魯式17 的繩股設計結構為1-8-8,西魯式19 的繩股設計結構為1-9-9。
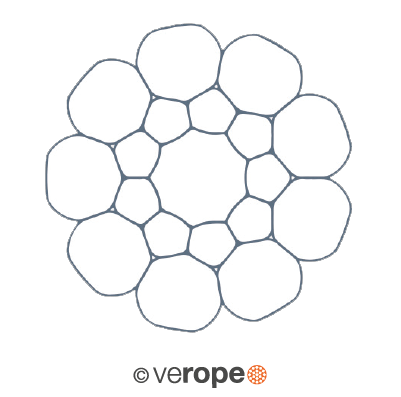
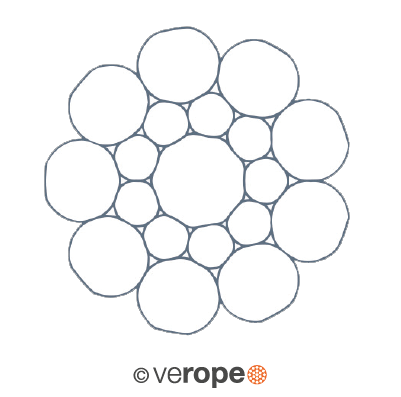
最主要的繩股設計包括一,二,以及三層標準繩股(圖五),以及標準西魯式、瓦林吞式、填充式、以及瓦林吞- 西魯式的平行捻股(圖六& 七)。
二、三層標準繩股中不同層的鋼絲有交叉(圖五)。鋼絲被分別捻制成股,其方向相同(用N 表示),捻股角度相同,但捻距不同。
平行捻繩股(西魯式、填充式、瓦林吞式、以及瓦林吞- 西魯式)避免了交叉,但鋼絲之間有線性接觸。鋼絲被捻制成股,捻距相同但捻制角度不同(圖六& 七)。


? 壓實圓形股
壓實圓形股最開始是一個普通的無扭力鋼絲繩股。然后,繩股在合股或之后的操作中通過壓制或拉伸后,直徑變小,形成壓實股。通過壓實工具及鄰近鋼絲的作用,原始的圓形鋼絲在很大程度上產生形變(圖八)。
? 繩股的填充系數
繩股的填充系數為金屬橫截面積(亦可簡單計算為單根鋼絲橫截面積總和)同與繩股相切的最小外接圓的面積之比。填充系數決定了鋼絲繩中繩股所占的部分即為金屬材料的比例。
最常見繩股填充系數約為0.70~0.82。也就是說,繩股中金屬材料的比例為70% 到82%。通過壓實繩股的方法可以增大繩股的填充系數。
通常來講,繩股的填充系數隨著鋼絲數量的增加而增加。例如,西魯式15 股(1-7-7)的填充系數為~0.77,而西魯式19 股(1-9-9)的填充系數為~0.79。
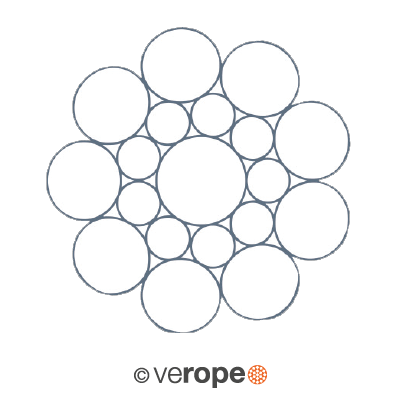
圖八:非壓實股和壓實股

本文標簽
本網站內容由昌源鋼繩小編整理、編輯、發布。如您轉載時,請帶上本文標題與鏈接,昌源鋼繩感謝您的支持,我們會一如既往提供高質量鋼絲繩產品與優質的技術指導服務,昌源鋼繩感謝有您相伴!
標題:鋼絲繩技術基本介紹 鏈接:/gangshengbaike/600.html




咨詢熱線
17895159080
