桁架式鶴管鋼絲繩斷裂原因分析與處理
作者: admin 編輯: admin 來源:admin 發布日期:2022-08-17 15:20
信息摘要:
摘要:本文通過對蘭州石化油品儲運廠161棧橋桁架式鶴管在使用過程中經常發生鋼絲繩斷裂原因進行分析,提出相應處理措施,進而降低設備故障率,提高設備運行周期,防止因鋼絲繩
摘要:本文通過對蘭州石化油品儲運廠161棧橋桁架式鶴管在使用過程中經常發生鋼絲繩斷裂原因進行分析,提出相應處理措施,進而降低設備故障率,提高設備運行周期,防止因鋼絲繩斷裂造成不安全因素
關鍵詞:桁架式鶴管 鋼絲繩 原因分析 處理措施
2017年蘭州石化公司油品儲運廠開展針對廠區內161棧橋升級改造項目評審及施工,此次改造使用鶴管為液壓桁架式鶴管,項目分為兩期進行,8月初位于161棧橋東側40套裝車鶴管投入使用,截止2017年11月新裝桁架鶴管僅鋼絲繩斷裂故障高達12起,鋼絲繩斷裂后鶴管直接落入罐車之內,不僅使班組勞動強度增大,而且使裝車及故障處理的安全性帶來很大威脅。
1造成鋼絲繩斷裂原因分析
液壓桁架式鶴管由液壓油站、液壓馬達、減速器、小車、垂管及鋼絲繩等部件組成,其垂管的伸縮是由主液壓泵的液壓油通過控制電磁閥進入液壓馬達,液壓馬達傳動減速器帶動卷筒及鋼絲繩來拉動垂管,實現鶴管的伸縮。在鶴管上下動作時垂管卡死是造成鋼絲繩斷裂的主要原因。下面我們詳細說明造成垂管卡死的主要原因。
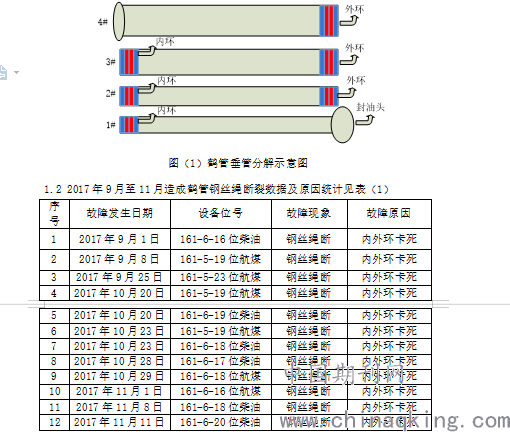
1.1鶴管垂管
如圖(1)所示桁架式液壓鶴管的垂管(分解示意圖)主要由四節同心但不同直徑的不銹鋼管(1#、2#、3#、4#)組成,4節管直徑分別為106mm、118mm、130mm、142mm,打開總長度為8米,最下端的一節垂管連接封油頭直接升入槽車底部進行裝油工作。為了更好的了解鋼絲繩斷裂產生的原因,我們首先了解鶴管上下動作到極限位置時垂管的連接方式,4#垂管上端與總成是法蘭式連接,是整套垂管第一連接點也是固定點,4#垂管下端端部內壁為外環,由四層組成,由外到里依次為不銹鋼環、防爆銅環、限位銅環、不銹鋼環,每個環尺寸均為15mm寬、2mm厚并鉚接在垂管端部,2#環上端為內環,同樣也是由四層環組成,尺寸與1#外環相同,鶴管下降時1#垂管上端內環與2#垂管下端外環到達極限位置時進行固定,起到連接作用,以此類推第二節、第三節及第四節垂管均是此方式進行固定并連通,整套垂管依靠液壓馬達帶動減速及鋼絲繩達到上升、下降功能。
 表(1)鋼絲繩斷裂數據統計表
通過表(1)161故障數據統計來看,自安裝運行以來,鶴管故障率較高。并且有1/3故障均發生在夜間裝車作業之中,如此高的故障率不僅增加了班組維護強度,而且經常性的夜間作業也帶來了極高的安全風險。
1.3鶴管垂管卡死原因、結果及危害
1.3.1垂管內外環鉚接式連接導致垂管卡死鋼絲繩斷
上文1.1我們詳細介紹鶴管垂管每節之間連接方式,廠家開始提供的161棧橋鶴管垂管在外環和內環的制作之中采用的是鉚接方式,由于鶴管上下頻繁動作加之垂管本身重力因素,造成外環及內環常發生鉚點脫落,內外環一旦在鶴管運行過稱中鉚點斷開,脫落的內外環極易在內外壁之間卡死,此時如果是下降過程鶴管會直接卡死任何位置,下端垂管或已伸入槽車內無法上升,如果卡死在上升階段,結果則是直接將鋼絲繩拉斷,下端垂管會直接掉入槽車或卡死在某一位置。
1.3.2垂管內外環點焊式連接導致垂管卡死鋼絲繩斷
經過我們與廠家溝通,我們提出鉚接式連接固定不牢靠,容易造成內外環脫落,此類垂管內外環需進行焊接,但是廠家經過加工后我們發現內外環是點焊式連接且焊點屬人工打磨,由于打磨精度不高致使焊接部分凸起,同樣造成內外環卡死故障頻發。
1.3.3 鶴管垂管內外環尺寸
第一節內環與第二節外環連接、第二節內環與第三節外環連接、第三節內環與第四節外環連接。內環與外環連接連接共有三處尺寸見表(2),表內尺寸均是測量卡環四個均分點,單位為mm。
表(1)鋼絲繩斷裂數據統計表
通過表(1)161故障數據統計來看,自安裝運行以來,鶴管故障率較高。并且有1/3故障均發生在夜間裝車作業之中,如此高的故障率不僅增加了班組維護強度,而且經常性的夜間作業也帶來了極高的安全風險。
1.3鶴管垂管卡死原因、結果及危害
1.3.1垂管內外環鉚接式連接導致垂管卡死鋼絲繩斷
上文1.1我們詳細介紹鶴管垂管每節之間連接方式,廠家開始提供的161棧橋鶴管垂管在外環和內環的制作之中采用的是鉚接方式,由于鶴管上下頻繁動作加之垂管本身重力因素,造成外環及內環常發生鉚點脫落,內外環一旦在鶴管運行過稱中鉚點斷開,脫落的內外環極易在內外壁之間卡死,此時如果是下降過程鶴管會直接卡死任何位置,下端垂管或已伸入槽車內無法上升,如果卡死在上升階段,結果則是直接將鋼絲繩拉斷,下端垂管會直接掉入槽車或卡死在某一位置。
1.3.2垂管內外環點焊式連接導致垂管卡死鋼絲繩斷
經過我們與廠家溝通,我們提出鉚接式連接固定不牢靠,容易造成內外環脫落,此類垂管內外環需進行焊接,但是廠家經過加工后我們發現內外環是點焊式連接且焊點屬人工打磨,由于打磨精度不高致使焊接部分凸起,同樣造成內外環卡死故障頻發。
1.3.3 鶴管垂管內外環尺寸
第一節內環與第二節外環連接、第二節內環與第三節外環連接、第三節內環與第四節外環連接。內環與外環連接連接共有三處尺寸見表(2),表內尺寸均是測量卡環四個均分點,單位為mm。
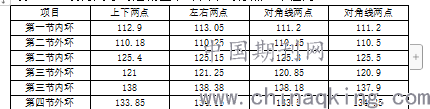 表(2)內外環配合尺寸表
由表(2)我們可以得出,第一節外環與第二節內環最大間隙1.45,最小間隙1.275;第二節外環與第三節內環尺寸最大間隙:2.325,最小間隙:2.125;第三節外環與第四節外環最大間隙:2.265,最小間隙2.015。由以上數據表明升降筒圓度,卡環連接處存在較大尺寸誤差。升降筒間隙太小,在鶴管升降過程中極易發生內外環卡死現象。
1.3.4垂管卡死危害
現階段班組針對鶴管卡死的故障處理方法是使用長鉤,三到四人站在槽車罐口出向上拉動鶴管垂管或撈起已掉入槽車內的垂管,雖然人員全部使用安全帶,但是危險隱患也是極高,而且罐口揮發出的油氣也對人體造成極大危害,高故障率與高風險成為班組維護161棧橋鶴管的瓶頸。
2 針對鋼絲繩斷裂改進措施
結合出現的故障及現場測量的數據我們可以得出,鉚接式與點焊式連接均存在較大問題,而且通過與廠家的溝通改進后的設備運行效果不理想,所以通過對內外環、垂管及工藝的研究發現,每個內外環需進行滿焊并在車床進行精加工處理,拿出一套故障鶴管進行以上方式改進后發現運行效果良好。具體的加工步驟為:第一將鶴管垂管全部進行解體;第二將垂管內外環進行打磨,保證其配合精度;第三步將內外環滿焊在垂管端部及內壁之上并在車床上按照配合尺寸進行精加工處理,切削的地方主要為凸起的焊點且厚度不能大于0.5mm。
參考文獻:
[1]李鄂民等.桁架鶴管簡介[M].北京機械工業出版社2003.6
[2]張世芳、徐惠康.桁架鶴管分類及用途[M].化學工業出版社,2004.?
[3]張成貴、蔣世明.流體裝卸臂的使用[M].化學工業出版社,2009.?
表(2)內外環配合尺寸表
由表(2)我們可以得出,第一節外環與第二節內環最大間隙1.45,最小間隙1.275;第二節外環與第三節內環尺寸最大間隙:2.325,最小間隙:2.125;第三節外環與第四節外環最大間隙:2.265,最小間隙2.015。由以上數據表明升降筒圓度,卡環連接處存在較大尺寸誤差。升降筒間隙太小,在鶴管升降過程中極易發生內外環卡死現象。
1.3.4垂管卡死危害
現階段班組針對鶴管卡死的故障處理方法是使用長鉤,三到四人站在槽車罐口出向上拉動鶴管垂管或撈起已掉入槽車內的垂管,雖然人員全部使用安全帶,但是危險隱患也是極高,而且罐口揮發出的油氣也對人體造成極大危害,高故障率與高風險成為班組維護161棧橋鶴管的瓶頸。
2 針對鋼絲繩斷裂改進措施
結合出現的故障及現場測量的數據我們可以得出,鉚接式與點焊式連接均存在較大問題,而且通過與廠家的溝通改進后的設備運行效果不理想,所以通過對內外環、垂管及工藝的研究發現,每個內外環需進行滿焊并在車床進行精加工處理,拿出一套故障鶴管進行以上方式改進后發現運行效果良好。具體的加工步驟為:第一將鶴管垂管全部進行解體;第二將垂管內外環進行打磨,保證其配合精度;第三步將內外環滿焊在垂管端部及內壁之上并在車床上按照配合尺寸進行精加工處理,切削的地方主要為凸起的焊點且厚度不能大于0.5mm。
參考文獻:
[1]李鄂民等.桁架鶴管簡介[M].北京機械工業出版社2003.6
[2]張世芳、徐惠康.桁架鶴管分類及用途[M].化學工業出版社,2004.?
[3]張成貴、蔣世明.流體裝卸臂的使用[M].化學工業出版社,2009.?
本網站內容由昌源鋼繩小編整理、編輯、發布。如您轉載時,請帶上本文標題與鏈接,昌源鋼繩感謝您的支持,我們會一如既往提供高質量鋼絲繩產品與優質的技術指導服務,昌源鋼繩感謝有您相伴!
標題:桁架式鶴管鋼絲繩斷裂原因分析與處理 鏈接:/changjianwenti/1023.html








